Table of Contents
Was ist ein flexibler Hohlleiter?
Ein flexibler Hohlleiter ist ein spezialisiertes Rohr zur Führung von Hochfrequenz-Radiowellen, typischerweise zwischen 18 GHz und 220 GHz, von einem Punkt zum anderen mit minimalem Leistungsverlust. Stellen Sie ihn sich wie ein hohles, flexibles Rohr für Hochfrequenz-Energie (RF) anstelle von Wasser oder Luft vor. Ein 30 Zentimeter langer flexibler Hohlleiter kann Fehlausrichtungen von mehreren Millimetern ausgleichen und sich leicht biegen, um Spannungen zu absorbieren und Schäden an teuren angeschlossenen Geräten zu vermeiden. Ohne ihn würde eine starre Verbindung unter mechanischer Belastung versagen, was zu einem Signalverlust führen würde.
Ein standardmäßiger Innenquerschnitt für einen Ka-Band-Hohlleiter (26,5-40 GHz) beträgt 7,112 mm mal 3,556 mm. Um die RF-Energie einzuschließen und Leckagen zu verhindern, wird diese Spule nahtlos, oft durch Galvanisierung, mit einer dickeren Schicht aus reinem Silber oder Gold beschichtet. Die Versilberung kann 5 bis 10 Mikrometer dick sein, um einen niedrigen elektrischen Widerstand zu gewährleisten. Schließlich schützt ein Außenmantel, in der Regel ein korrosionsbeständiges Edelstahlgeflecht, den empfindlichen beschichteten Kern vor physikalischem Abrieb und Umwelteinflüssen wie Feuchtigkeit, die in einigen Anwendungen 95 % überschreiten kann. Dieses mehrlagige Design ermöglicht es, die Komponente wiederholt zu biegen, oft mit einem minimalen Biegeradius vom 5-fachen ihrer Breite, für über 5.000 Zyklen, ohne dass die Signaldämpfung signifikant ansteigt, die bei den meisten Modellen unter 0,1 dB pro Meter bleiben sollte.
Der Hauptvorteil eines flexiblen Hohlleiters gegenüber einer konkurrierenden Technologie wie einem verlustarmen Koaxialkabel ist seine außergewöhnlich hohe Belastbarkeit und der geringere Signalverlust bei Frequenzen über 18 GHz. Bei einem System, das mit 60 GHz arbeitet, könnte ein Koaxialkabel eine Dämpfung von 2,0 dB pro Meter aufweisen, während ein vergleichbarer Hohlleiter eine Dämpfung von nur 0,05 dB pro Meter hätte. Diese 40-fache Reduzierung des Verlusts ist entscheidend für die Maximierung der Effizienz eines Systems und führt direkt zu geringeren Anforderungen an die Sendeleistung und Kosteneinsparungen bei Verstärkern. Der größte Nachteil ist das Fehlen echter Breitbandfähigkeit; eine einzelne Hohlleitergröße ist für ein spezifisches Frequenzband ausgelegt. Beispielsweise ist ein WR-42 Hohlleiter für den Bereich von 18-26,5 GHz optimiert.
| Merkmal | Flexibler Hohlleiter | Verlustarmes Koaxialkabel |
|---|---|---|
| Frequenzbereich | Schmalbandig (z.B. 18-26,5 GHz für WR-42) | Breitbandig (z.B. DC-50 GHz) |
| Typische Dämpfung @ 40 GHz | ~0,07 dB/Meter | ~1,5 dB/Meter |
| Belastbarkeit (Durchschn.) | Hoch (1-5 kW) | Moderat (100-500 W) |
| Biegeflexibilität | Begrenzt (Biegeradius ~50mm) | Hoch (Biegeradius ~25mm) |
| Relativer Preis | Höher (200−2000 pro Einheit) | Niedriger (50−500 pro Einheit) |
In der Praxis wählen Sie einen flexiblen Hohlleiter, wenn Ihre Anwendung hohe Frequenzen (über 18 GHz) und hohe Leistungen (über 500 Watt) umfasst und Sie die Signalstärke über eine kurze Distanz von etwa 0,5 bis 2 Metern aufrechterhalten müssen. Häufige Anwendungen sind die Verbindung von Antennen in militärischen und kommerziellen Flugzeugradarsystemen, die Verknüpfung von Testgeräten in einem Forschungs- und Entwicklungslabor, in dem Geräte häufig umpositioniert werden, und in medizinischen Geräten wie Strahlentherapiesystemen, bei denen eine präzise Ausrichtung der Komponenten schwierig ist. Die Anfangskosten sind höher, aber die langfristige Leistung in Bezug auf Signalintegrität und Energieeffizienz rechtfertigt die Investition, was oft zu niedrigeren Gesamtbetriebskosten für das System über eine Lebensdauer von 10-15 Jahren führt.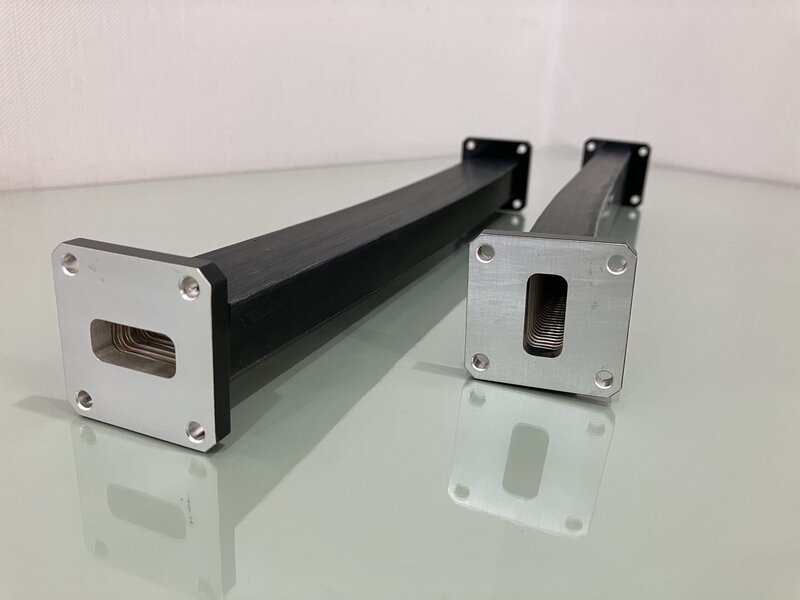
Wichtigste Faktoren, die den Preis beeinflussen
Der unmittelbarste Kostentreiber ist das Frequenzband und die entsprechende physische Größe des Hohlleiters. Ein kleinerer Querschnitt, der für höhere Frequenzen erforderlich ist, verlangt präzisere Fertigungstoleranzen, oft innerhalb von ±0,05 mm. Die Herstellung eines WR-10 Hohlleiters für 75-110 GHz ist aufgrund der größeren Schwierigkeit bei der Formung und Beschichtung des winzigen, 2,54 mm x 1,27 mm großen Innenkanals von Natur aus teurer als ein größerer WR-137 für 5,85-8,20 GHz. Diese Präzisionsfertigung kann die Produktionszeit um 30-50 % erhöhen. Nach der Größe sorgt die Wahl des Kernmaterials und der Beschichtung für eine große Preisabweichung. Standardmodelle verwenden oft Phosphorbronze mit einer 3-5 Mikrometer dicken Silberbeschichtung, was etwa 15 % weniger kostet als gleichwertige Modelle. Anwendungen, die eine überlegene Leistung oder Korrosionsbeständigkeit erfordern, wie z. B. in Marinesystemen mit 95 % Luftfeuchtigkeit und Salznebelumgebungen, spezifizieren jedoch Berylliumkupfer wegen seiner besseren Federeigenschaften und eine dickere 7-10 Mikrometer dicke Goldbeschichtung. Dieses Material-Upgrade allein kann die Basiskosten um 40-60 % erhöhen, da die Vergoldung ein langsamerer, kontrollierterer Prozess mit höheren Rohstoffkosten ist.
Eine Lockerung der Spezifikation von 0,05 dB/Meter auf 0,10 dB/Meter bei der Mittenfrequenz kann den Preis um 20-30 % senken, da sie die Verwendung einer kostengünstigeren Beschichtung und einen toleranteren Herstellungsprozess ermöglicht. Ebenso besteht eine direkte Korrelation zur Nennbelastbarkeit. Eine Einheit, die für eine durchschnittliche Leistung von 5 kW ausgelegt ist, benötigt eine robustere Konstruktion, potenziell einen größeren Außendurchmesser und verbesserte Kühlfunktionen im Vergleich zu einer 500-W-Einheit, was die Materialmasse und die Kosten um mindestens 25 % erhöht. Ein weiterer wichtiger, aber oft übersehener Faktor ist die Spezifikation der Betriebsumgebung. Ein Standard-Hohlleiter für den Laboreinsatz bei 20°C ist relativ kostengünstig. Die Anforderung eines Betriebstemperaturbereichs von -55°C bis +125°C, gepaart mit Spezifikationen für Druckfenster (um den Druck in 10.000 Fuß Höhe aufrechtzuerhalten) oder hermetische Dichtungen (um das Eindringen von Feuchtigkeit mit einer Leckrate von weniger als 1×10⁻⁸ ccm/Sek. zu verhindern), führt jedoch zu komplexen Montageschritten, spezialisierten Tests und zusätzlichen Komponenten. Jede Umweltanforderung kann die Stückkosten um 15-25 % erhöhen und in Kombination können sie diese leicht verdoppeln.
| Faktor | Beispiel für niedrigere Kosten | Beispiel für höhere Kosten | Ungefähre Preiswirkung |
|---|---|---|---|
| Frequenz/Größe | WR-137 (5,85-8,20 GHz) | WR-10 (75-110 GHz) | +100% bis +300% |
| Beschichtungsmaterial | Silber, 3μm | Gold, 8μm | +40% bis +60% |
| Dämpfungsspezifikation | 0,10 dB/Meter | 0,03 dB/Meter | +50% bis +100% |
| Temperaturbereich | 0°C bis +70°C | -55°C bis +125°C | +25% bis +50% |
| Bestellmenge | 1-2 Einheiten (Prototyp) | 500+ Einheiten (Produktion) | -35% bis -50% pro Einheit |
Eine Bestellung von 1.000 Einheiten ermöglicht es dem Hersteller, diese Fixkosten über eine größere Charge zu amortisieren, was oft zu einer Senkung der Stückkosten um 35-50 % führt. Die Lieferzeit ist ebenfalls ein verhandelbarer Faktor. Eine Standardlieferzeit von 10-12 Wochen ist typisch. Die Anforderung einer Expresslieferung in 3-4 Wochen führt in der Regel zu einem Aufschlag von 15-25 % für Überstunden und den beschleunigten Versand von Rohmaterialien. Daher ist es wichtig, Ihre Leistungsanforderungen mit diesen kommerziellen Faktoren abzugleichen, um den Endpreis zu optimieren und sicherzustellen, dass Sie für Ihre Anwendung nicht überdimensionieren, was unnötigerweise über 50 % Ihres Komponentenbudgets verschlingen kann.
Woran man gute Qualität erkennt
Während Datenblätter wesentliche Spezifikationen wie 0,07 dB/m Verlust liefern, wird die wahre Qualität durch physische Inspektion und Leistungstests verifiziert. Eine Ausfallrate von 15-20 % in frühen Produktionschargen ist bei neuen Lieferanten nicht ungewöhnlich, was einen strengen Wareneingangsprüfungsprozess zu Ihrer primären Verteidigung macht. Dies beinhaltet eine mehrstufige Prüfung, beginnend mit einer grundlegenden visuellen und dimensionalen Untersuchung bis hin zur elektrischen Verifizierung mit einem Vektor-Netzwerkanalysator (VNA). Das Ziel ist es, die physischen Merkmale, die Sie messen können – wie eine glatte, 8 Mikrometer dicke Vergoldung – mit der erforderlichen elektrischen Leistung zu korrelieren, wie z. B. einem Stehwellenverhältnis (VSWR) von weniger als 1,25:1 über das gesamte Band von 18-26,5 GHz.
Stellen Sie sicher, dass die Montagelöcher sauber gebohrt sind und dass die Flanschoberfläche perfekt plan ist, mit einer Ebenheitstoleranz von besser als 0,05 mm, um Signalleckagen zu verhindern. Eine raue oder löchrige Oberfläche deutet auf eine schlechte Bearbeitung hin. Biegen Sie den Hohlleiter vorsichtig bis zu seinem angegebenen minimalen Biegeradius, der typischerweise dem 5-fachen seiner Breite entspricht (z. B. ein Radius von 50 mm bei einem 10 mm breiten Hohlleiter). Er sollte sich reibungslos biegen lassen, ohne zu klemmen oder knarrende Geräusche zu machen. Beim Loslassen sollte er mit über 95 % Erholung in seine ursprüngliche gerade Form zurückfedern; jede dauerhafte Verformung deutet auf ein schwaches oder schlecht gehärtetes Kernmaterial hin.
Der zuverlässigste Indikator für Qualität ist ein zertifizierter Testbericht von einem kalibrierten Vektor-Netzwerkanalysator. Fordern Sie diese Daten immer für Ihre spezifische Einheit an, keinen allgemeinen Bericht. Wichtige Kennzahlen, die es zu prüfen gilt, sind Einfügedämpfung (IL) und Rückflussdämpfung (RL). Für einen 30 cm langen WG-14 Hohlleiter sollte die IL bei der Mittenfrequenz weniger als 0,04 dB betragen und die RL sollte besser als 20 dB sein (entspricht einem VSWR unter 1,22). Die Kurve sollte glatt sein, ohne plötzliche Einbrüche oder Spitzen über ±0,5 dB, die auf interne Reflexionen oder Unvollkommenheiten hindeuten.
Die beiden wichtigsten Diagramme, die Sie analysieren müssen, sind die S-Parameter-Plots für S21 (Einfügedämpfung) und S11 (Rückflussdämpfung). Die Einfügedämpfung sollte über das gesamte Frequenzband hinweg konstant niedrig sein. Beispielsweise sollte ein 1 Meter langer WR-75 Hohlleiter einen Verlust von weniger als 0,10 dB von 10 bis 15 GHz aufweisen. Ein plötzlicher Anstieg des Verlusts um mehr als 0,02 dB bei einer bestimmten Frequenz deutet oft auf eine interne Verformung oder einen Beschichtungsfehler hin. Die Rückflussdämpfung, die misst, wie viel Signal zur Quelle zurückreflektiert wird, sollte hoch sein (typischerweise >18 dB). Eine niedrige Rückflussdämpfung, etwa unter 15 dB, deutet auf eine schlechte Impedanzanpassung hin, die oft durch beschädigte Flansch-Passflächen oder eine Abweichung der Innenmaße des Hohlleiters über die Toleranz von ±0,07 mm hinaus verursacht wird. Wenn Ihre Anwendung schließlich hohe Leistungen über 1 kW umfasst, sollten Sie sich nach dem Leistungstestverfahren des Herstellers erkundigen.
Suche und Vergleich von Lieferanten
Die Identifizierung des richtigen Lieferanten für flexible Hohlleiter ist ein kritischer Schritt, der sich direkt auf die Leistung, das Budget und den Zeitplan Ihres Projekts auswirkt. Die globale Lieferantenlandschaft ist vielfältig und reicht von großen multinationalen Konzernen mit 20 Wochen Lieferzeit bis hin zu spezialisierten Werkstätten, die Prototypen in 3 Wochen liefern können. Ein disziplinierter Beschaffungsprozess kann die Beschaffungskosten um 15-30 % senken und das Risiko von Projektverzögerungen um über 50 % verringern. Das Ziel ist nicht, die billigste Option zu finden, sondern den Partner zu identifizieren, dessen Fähigkeiten, Qualitätskontrolle und Preisstruktur am besten zu Ihren spezifischen technischen Anforderungen und kommerziellen Rahmenbedingungen passen, egal ob Sie 5 Einheiten für Forschung und Entwicklung oder 5.000 für die Produktion benötigen.
Ihre Suche sollte damit beginnen, ein weites Netz über verschiedene Lieferantenebenen zu werfen. Starten Sie mit diesen primären Kanälen:
- Große etablierte Hersteller: Unternehmen mit über 50 Jahren Erfahrung, wie Microtech oder Smiths Interconnect, bieten umfangreiche Produktpaletten für Frequenzen von 2 GHz bis 330 GHz an. Sie bieten eine hohe Zuverlässigkeit mit einer typischen Produktausfallrate von weniger als 0,5 %, aber ihre Mindestbestellmenge (MOQ) kann 10 Einheiten betragen und die Lieferzeiten erstrecken sich oft über 12-16 Wochen. Ihre Preise liegen typischerweise 20-40 % höher als bei kleineren Wettbewerbern.
- Spezialisierte mittelständische und regionale Lieferanten: Diese Firmen, oft mit 50-200 Mitarbeitern, konkurrieren über spezifische Technologien wie Hohlleiter für extreme Umgebungen (z. B. -55°C bis 200°C Bereich). Sie haben oft agilere Prozesse mit Lieferzeiten von 6-8 Wochen und niedrigeren MOQs, wobei sie manchmal sogar Einzelstück-Prototypenbestellungen annehmen. Ihre Qualität kann mit der großer Hersteller gleichziehen, erfordert aber eine sorgfältigere Verifizierung.
- Online-Komponenten-Distributoren: Plattformen wie Digi-Key oder Mouser sind nützlich für die Beschaffung von Standardkomponenten von der Stange, wie WR-90 Hohlleiter. Die Bestände können schwanken und die Preise können 15 % höher sein als beim Direktkauf, aber sie bieten Schnelligkeit mit einer Lieferung in 2-5 Tagen für Lagerartikel.
Sobald Sie eine Liste von 5-10 potenziellen Lieferanten haben, ist ein strukturierter Vergleich unerlässlich. Erstellen Sie eine einfache Bewertungsmatrix mit gewichteten Kriterien. Geben Sie der technischen Fähigkeit und Qualität ein Gewicht von 30 %. Dies beinhaltet die Überprüfung ihres ISO 9001:2015 Zertifizierungsstatus und, noch wichtiger, ihrer Testverfahren. Stellen sie für jede Einheit einen zertifizierten VNA-Testbericht bereit, der die tatsächlichen S-Parameter zeigt? Eine wichtige Frage ist der Prozentsatz der Einheiten, die typischerweise die spezifizierte Toleranz für die Einfügedämpfung einhalten; ein seriöser Lieferant wird eine Ausbeute von 98 % oder höher haben. Geben Sie den Kosten und der Lieferzeit weitere 30 % Gewicht. Vergleichen Sie nicht nur den Stückpreis für eine Menge von 1. Fordern Sie formelle Angebote für Ihre exakt geplanten Mengen an – z. B. 3 Prototypen, eine Pilotserie von 50 und einen vollen Produktionsauftrag von 500. Der Preis für 500 Einheiten sollte 25-40 % niedriger sein als der Prototypenpreis. Prüfen Sie die Lieferzeiten: Ein Angebot von 4 Wochen für Prototypen und 10 Wochen für die Produktion ist Standard; alles, was deutlich kürzer ist, könnte auf mangelnde Sorgfalt hindeuten.
Clevere Tipps für einen guten Preis
Die Stückkosten für einen Standard-WR-90-Hohlleiter können um über 300 % variieren – von 200 bis über 800 – allein basierend darauf, wie Sie ihn beschaffen. Ein strategischer Beschaffungsplan kann konsistent Einsparungen von 15-40 % erzielen, ohne die 10-jährige Betriebsdauer der Komponente zu beeinträchtigen.
Ihr erster und wirkungsvollster Hebel zur Kostensenkung besteht darin, Ihre Leistungsanforderungen kritisch zu prüfen. Das Aushandeln einer Lockerung nicht-kritischer Spezifikationen kann zu sofortigen Einsparungen von 20-30 % führen. Zum Beispiel:
- Lockerung des Betriebstemperaturbereichs von Militärstandard -55°C bis +125°C auf Industriestandard -10°C bis +70°C kann die Kosten um 15-20 % senken.
- Akzeptanz einer Standard-Dämpfungsspezifikation von 0,08 dB/Meter anstelle eines Premium-Wertes von 0,05 dB/Meter kann weitere 10-15 % sparen.
- Spezifizierung einer Standard-Silberbeschichtung (3-5 µm) anstelle einer Vergoldung (7-10 µm), sofern die Umgebung dies zulässt, kann die Materialkosten um 25-40 % senken.
Die effektivste Einzelmaßnahme zur Senkung Ihrer Stückkosten besteht darin, Ihren Bedarf zu bündeln und das Bestellvolumen zu erhöhen. Die Preisgestaltung der Hersteller wird stark von Skaleneffekten beeinflusst. Eine einzelne Prototypeneinheit trägt die vollen Kosten für Einrichtung, Qualitätssicherung und technisches Review. Wenn Sie eine Bestellung über 5 Prototypeneinheiten statt einer aufgeben, kann der Stückpreis um 15-20 % sinken, da die Fixkosten amortisiert werden. Ein Produktionsauftrag über 250 Einheiten wird typischerweise 35-50 % niedriger bepreist als die Prototypeneinheit. Um dies zu nutzen, ohne sich zu sehr zu verpflichten, besprechen Sie ein gestaffeltes Preismodell mit dem Lieferanten. Vereinbaren Sie zum Beispiel einen Preis für eine Erstbestellung von 50 Einheiten mit einem vorverhandelten, niedrigeren Preis, der automatisch ausgelöst wird, wenn Sie innerhalb der nächsten 12 Monate eine Folgebestellung über 500 Einheiten aufgeben.
Ein einfacher Plan für Ihren Einkauf
Ein gut ausgeführter Plan, von der ersten Spezifikation bis zur endgültigen Lieferung, umfasst typischerweise 8 bis 12 Wochen und kann bis zu 90 % der üblichen Probleme wie falsche Teile oder Budgetüberschreitungen verhindern. Indem Sie den Prozess in vier verschiedene Phasen unterteilen – Definition, Beschaffung, Validierung und Scale-Up – können Sie das Risiko systematisch kontrollieren.
| Phase | Hauptaktivitäten | Zeitplan | Erfolgsmetriken & Prüfungen |
|---|---|---|---|
| Phase 1: Definition & Spezifikation | Technische Daten finalisieren (Frequenz, Leistung, Temp); 10-Punkte-Anforderungsliste erstellen; Budget mit 15 % Reserve festlegen. | 1-2 Wochen | Ein abgezeichnetes Spezifikationsblatt; Ein klarer Go/No-Go-Entscheidungspunkt für das weitere Vorgehen. |
| Phase 2: Lieferantensuche & Prototyping | 3-5 Lieferanten identifizieren; Detaillierte RFQ erstellen; 2-3 Prototypeneinheiten bei den Top-2-Kandidaten bestellen. | 3-4 Wochen | Erhalt der Prototypen mit vollständigen Testdaten; Eine vergleichende Kostenanalyse abgeschlossen. |
| Phase 3: Validierung & Test | Wareneingangsprüfung durchführen; Prototypen elektrisch mit einem VNA testen; Umweltbelastungstest an 1 Einheit durchführen. | 2-3 Wochen | Prototyp erfüllt alle wichtigen Spezifikationen (z.B. VSWR <1,25:1); Validierungsbericht durch Technik genehmigt. |
| Phase 4: Produktionsauftrag & Hochlauf | Endpreis basierend auf Volumen verhandeln (z.B. 500 Einheiten); Auftrag mit gestaffelten Lieferungen erteilen; 5 % AQL bei der ersten Produktionscharge einführen. | 4-6 Wochen | Erfolgreiche Integration der ersten 50 Produktionseinheiten; 0 % Ausfallrate in der ersten Charge. |
Kritischer Kontrollpunkt: Halten Sie vor dem Übergang von Phase 2 (Prototyping) zu Phase 3 (Validierung) eine formelle Überprüfung ab. Die Entscheidung, 2.000−5.000 in Prototypentests zu investieren, sollte erst getroffen werden, nachdem bestätigt wurde, dass die Einheiten eine grundlegende dimensionale und visuelle Inspektion bestanden haben und der Lieferant zertifizierte VNA-Berichte vorgelegt hat. Diese Hürde verhindert, dass 3 Wochen Testzeit für offensichtlich nicht konforme Teile verschwendet werden.
Beginnen Sie mit Phase 1: Definition & Spezifikation. Dies ist der wichtigste Schritt, um Kostenüberschreitungen zu vermeiden. Halten Sie ein einstündiges Treffen mit allen Beteiligten (RF-Design, Maschinenbau, Beschaffung) ab, um eine Liste mit “Must-Have”- vs. “Nice-to-Have”-Anforderungen zu erstellen. Die “Must-Haves” sind Ihre nicht verhandelbaren Spezifikationen: Frequenzbereich (z. B. 33-50 GHz), Belastbarkeit (1 kW Durchschnitt) und Betriebstemperatur (-40°C bis +85°C). Die “Nice-to-Haves” sind Bereiche für Preisverhandlungen, wie z. B. eine Gold- statt einer Silberbeschichtung oder ein minimaler Biegeradius vom 4-fachen statt des 5-fachen der Breite. Die Formalisierung dieser Liste verhindert eine schleichende Ausweitung des Projektumfangs und gibt dem Einkauf klare Verhandlungsgrenzen. Legen Sie gleichzeitig ein Budget mit einer Reserve von 10-15 % für unvorhergesehene Kosten fest, die bei komplexen RF-Projekten fast immer auftreten.
Sobald Sie die Prototypen in Händen halten, ist Phase 3: Validierung & Test Ihr Schutzwall für die Qualität. Gehen Sie nicht davon aus, dass der Testbericht des Lieferanten voll repräsentativ für jede Einheit ist. Planen Sie 2-3 Tage für das Testen der 2-3 Prototypeneinheiten ein, die Sie erhalten haben. Verwenden Sie einen kalibrierten VNA, um die S-Parameter jeder Einheit über das gesamte Frequenzband zu messen. Die Ergebnisse sollten eine Standardabweichung von weniger als 0,01 dB zwischen den Einheiten aufweisen, um Konsistenz zu gewährleisten. Unterziehen Sie eine Einheit einem einfachen Umweltbelastungstest, wie z. B. 50 Zyklen Biegen bis zum minimalen Biegeradius und zurück, und messen Sie dann das VSWR erneut. Eine Änderung von mehr als 2 % deutet auf eine mangelhafte mechanische Haltbarkeit hin.






